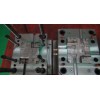
Building Materials Mould
PVC pressure fitting mould
2013-01-14 18:0461

Content
-
Price:Unfilled
Contact
Previous:automobile
Next:hanger series
Sweep to access the current page

Close
Similar Products





- Account login